For companies in the food sector, checking the correct temperature all along the cold chain is one of the basic measures for assuring quality and guaranteeing compliance with legal and internal standards. Because temperature fluctuations are often the cause of spoiling or impaired quality when it comes to food.
Temperature measurements
for an uninterrupted cold chain.
For companies in the food sector, checking the correct temperature all along the cold chain is one of the basic measures for assuring quality and guaranteeing compliance with legal and internal standards. Because temperature fluctuations are often the cause of spoiling or impaired quality when it comes to food.
In the case of foods which cannot be stored at room temperature without potential problems, the cold chain must not be interrupted. Most products pass through many different hands on their way to the end consumer – in transport, temporary storage facilities and distribution centres. When products are handed over to another logistics service provider or to a distribution centre, the responsibility for food quality and food safety also changes again and again all along the cold chain. Failure to comply with the cold chain can lead to damage to corporate image and thus losses in turnover for the company. Temperature control therefore serves to ensure the safety and marketability of foods which are subject to the cold chain. In addition to the legal requirements and temperature limit values which are binding during the production, transport, storage and sale of foods, various temperature terms are used: storage temperature, product temperature, air temperature, core temperature and surface temperature.
What are the differences between these types of temperatures and how significant are they in terms of product quality? Furthermore: what measurement methods are there and which of them are best suited for monitoring food temperature? We would like to examine and clarify these questions in greater detail below.
Measuring in rooms: the challenge of stratification
|
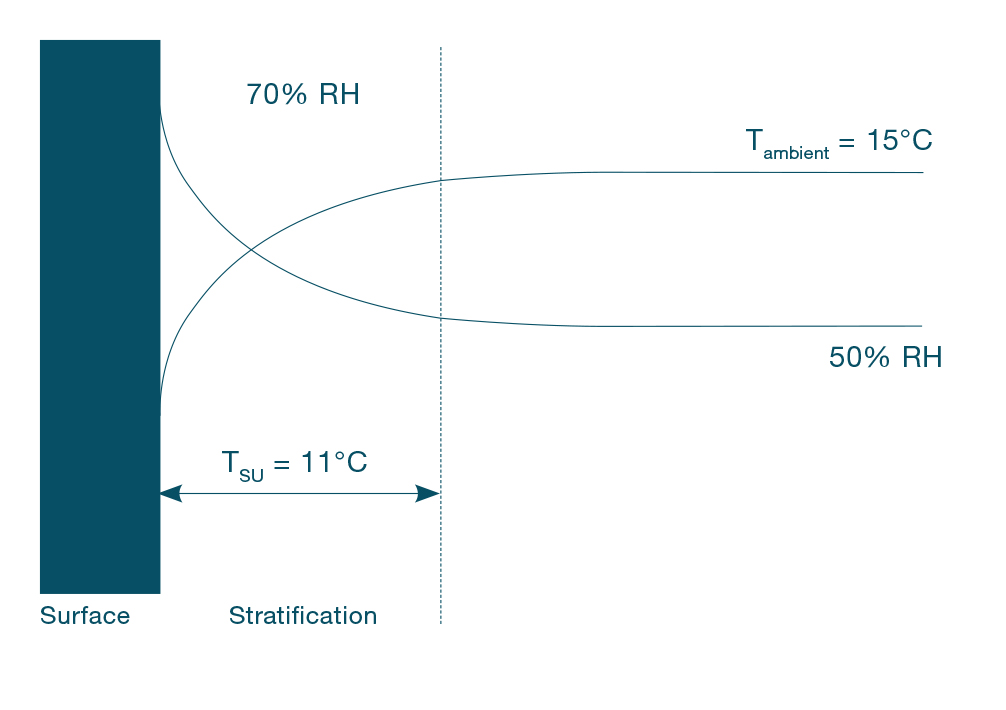
Measurements taken inside a room may be distorted by what is known as stratification around surfaces. The risk of stratification arises if the surface temperature differs a great deal from the air temperature.
To avoid measurement errors of this kind, a minimum distance from surfaces should be adhered to. This minimum distance has been reached when no further changes in the readings occur in spite of the distance being altered. The measuring location for every measurement should therefore be chosen with care and an appropriate measuring distance adhered to.
This also applies to conditioned air inlets from heating or refrigerating equipment. This kind of stratification can also occur in static air between the floor and ceiling, for example in big store rooms. Control measurements should therefore be taken at the points which have been found to be representative from a survey of the indoor climate.
|
|
Humidity and temperature behaviour on surfaces.
% RH = relative humidity, Tambient = ambient temperature, TSU = surface temperature
|
.
Air and product temperature:
what really is the difference?
In terms of temperature control, a distinction needs to be made between the following types of temperature: the air temperature indicates how cold the air in the refrigeration facility is. The temperature of the cold air enables us to conclude that the refrigeration facility is achieving the correct cooling capacity. However, the air temperature which is determined cannot be equated with the so-called product temperature. The product temperature is predominantly determined by the air temperature.
However, the reaction to fluctuations in the air temperature is dependent on the type of food or packaging or on the condition or degree of processing (pre-cooked, raw, frozen) of the food. The product temperature of a completely frozen chicken is relatively constant, even when there are considerable fluctuations in the air temperature, whereas the temperature of 100 g of fresh minced meat adjusts significantly more quickly to the change in air temperature. This means that the actual product temperature may differ from the air temperature within the refrigeration facility.
Negative influencing factors (e.g. the radiant heat of the refrigeration unit, frequent door opening or loading errors) cause increased cold air temperatures, often not noticed by staff. Temperature probes and displays permanently installed by the manufacturer of the refrigeration unit can nevertheless indicate air temperatures within the specified limit values, because the temperature probes are placed in the air outlet area (that is in the cold areas of the refrigeration facility). This means it is particularly important to take the different temperature zones within a refrigeration facility into account when measuring. If this is not done, the air temperature measured and documented by the installed probes is not really correct.
The product temperature is the temperature of the product and can be determined either as a surface or core temperature. It is measured on the surface (surface temperature) or in the core (core temperature) of the food. The product temperature is a crucial factor in terms of compliance with product-specific characteristics through to the expiry of the best before or use by dates.
Two measuring methods: spot check or recording
In terms of temperature control, we differentiate between two types of monitoring:
|
Spot check measurement
Is carried out with portable (mobile) temperature measuring instruments, which are either pure measuring instruments (which merely display the measurement value), or storage thermometers which save the measured data in an internal memory or send them to a data store wirelessly.
|
|
Continuous data recording
This involves a measuring instrument with a memory remaining with the goods (or in their proximity, e.g. the refrigerated room) and recording and storing values at regular intervals (measuring intervals). Depending on the type of data logger, the data are either stored in an internal memory and read out manually (offline data logger) or sent to a data store wirelessly (WLAN data logger).
|
.
Portable measuring instruments:
which one meets your needs?
Portable temperature measuring instruments are available in various designs and with different probes.
|
1. Instruments with a
fixed probe
Particularly suitable for recurring measuring tasks
Example: core temperature measurement of refrigerated foods, e.g. brined cheese
|
2. Instruments with a
folding mechanism
Popular design in which the measuring tip is directly attached to the instrument and can be “folded away” to save space
Example: core temperature measurement of fresh products in refrigerated displays
|
3. Instruments with
exchangeable probes
Particularly suitable for varied measuring tasks
Example: temperature control of product temperatures
|
 |
 |
 |
Non-contact measurement:
what do I need to keep in mind?
There are instruments which measure the temperature without direct contact with the food: infrared measuring instruments. They are suitable for obtaining a rapid overview of the temperature of the products.
This so-called non-destructive measurement enables the temperature to be determined without the instrument coming into contact with the product.
The measuring instrument
- Measure with a clean lens.
Dirty and fogged lenses (e.g. due to water vapour) can falsify the measurement result.
- Acclimatize the measuring instrument to the ambient temperature.
Either store the measuring instrument where it is used, or wait until the temperature of the measuring instrument has acclimatized to that of the measurement location. If the instrument temperature does not correspond to the ambient temperature, this can falsify the measurement result.
The measurement surface
- Measure clean surfaces.
Dirt, dust and frost can falsify the measurement result.
- Measure packaged foods at points where the product and the packaging are in direct contact.
Air pockets can falsify the measurement result.
The measuring distance
- The closer the better.
This ensures that only the measurement object is measured, and not its surroundings too.