ISO 8573 is an internationally recognized standard that defines major contaminants in compressed air. The implementation of this standard supports accurate testing of the major contaminants in compressed air - particles, water, gas, microbiological and oil. But some of these methods require for the samples to be analysed at a laboratory. This will always come with time delays and will only give the customer an average snapshot over the measured time period and is not always practical.
So how do we measure these contaminants in day to day real life factory conditions?
ISO 8573 consists of the following parts,
under the general title Compressed air:
• Part 1: Contaminants and purity classes
• Part 2: Test methods for oil aerosol content
• Part 3: Test methods for measurement of humidity
• Part 4: Test methods for solid particle content
• Part 5: Test methods for oil vapour and organic solvent content
• Part 6: Test methods for gaseous contaminant content
• Part 7: Test method for viable microbiological contaminant content
• Part 8: Test methods for solid particle content by mass concentration
• Part 9: Test methods for liquid water content
In this editorial we will focus on the inline methods to detect oil aerosols, humidity and particles (including microbiological contaminants) on a continuous basis.

Oil aerosol content:
Looking at ISO 8573-2, there are 3 test methods stipulated to measure oil aerosol content.
This next table has been taken out of the ISO 8573-2 standard document:

All these methods make use of a filter which captures the oil aerosols. This filter is then later analysed in a laboratory and only the average oil vapour content can be worked out over the time the measurement took place.
These methods are very accurate but are not practical for day to day testing.
For online measurements, which will give the user a continuous readout and also an indication of peak contamination conditions, modern methods like PID sensor technologies are being used. These sensors offer a permanent, highly precise oil vapour measurement by making use of the photo-ionic-detector method (PID).
The sensors can easily get connected to the compressed air system through a ball valve or quick coupler and analyse the air on a continuous base. Long term stability can be insured by making use of a catalytic converter in order to burn off all hydrocarbons present in the air, hence making the air ideal to use for period zero calibrations while running.
The readouts are continuous and can be recorded as well as trigger alarms if limit values are breached.
Test methods for measurement of humidity:
ISO 8573-3 looks at test methods for the measurement of humidity.
This next table has been taken out of the ISO 8573-3 standard document:
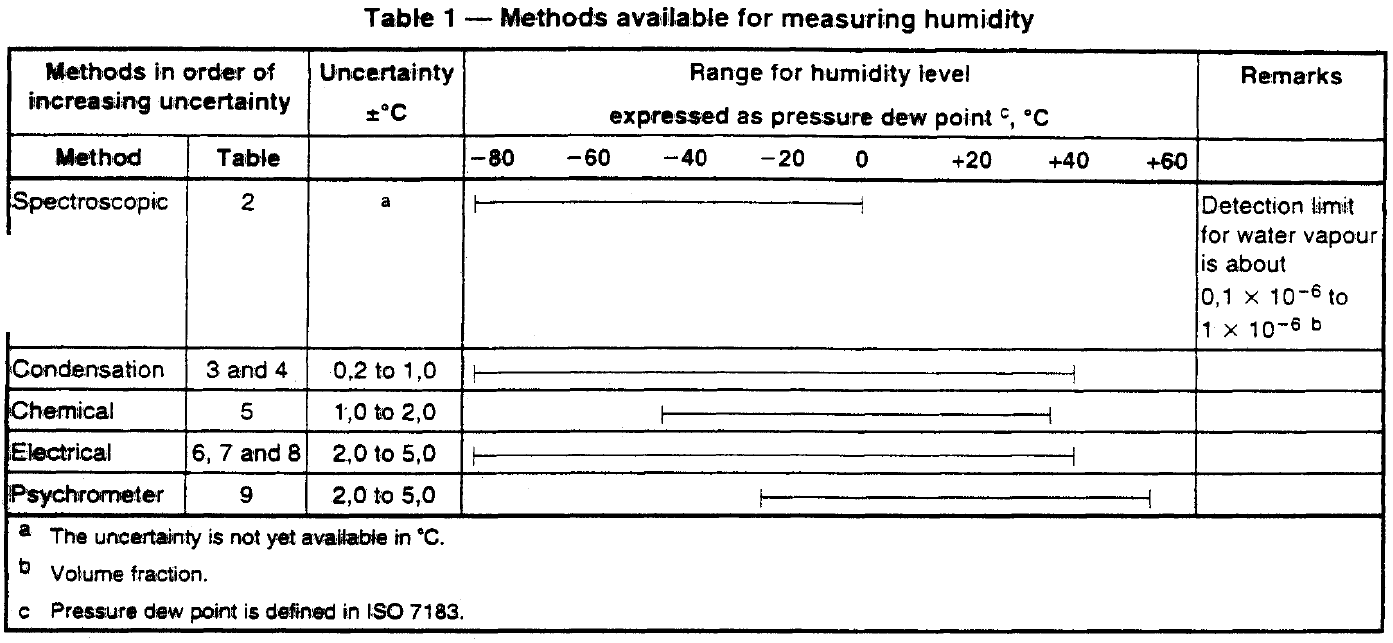
The spectroscopic and condensation methods are very accurate but also very expensive to use as continuous measuring solutions. The chemical and psychrometers are spot checks which can’t be used for continuous measurements. The most commonly used method to measure humidity levels and dew point temperatures are the electrical method. The most commonly used sensors in this category are sensors based on capacitance. This is due to the fact that these sensors offer the greatest measuring range with very good accuracies and repeatabilities. These sensors can also easily be installed through a ball valve or a quick coupler and give continuous measurements which can be recorded and/ or used to trigger alarms if limit values are breached.
Particle content:
ISO 8573-4 looks at test methods for solid particle content.
This next table has been taken out of the ISO 8573-4 standard document:
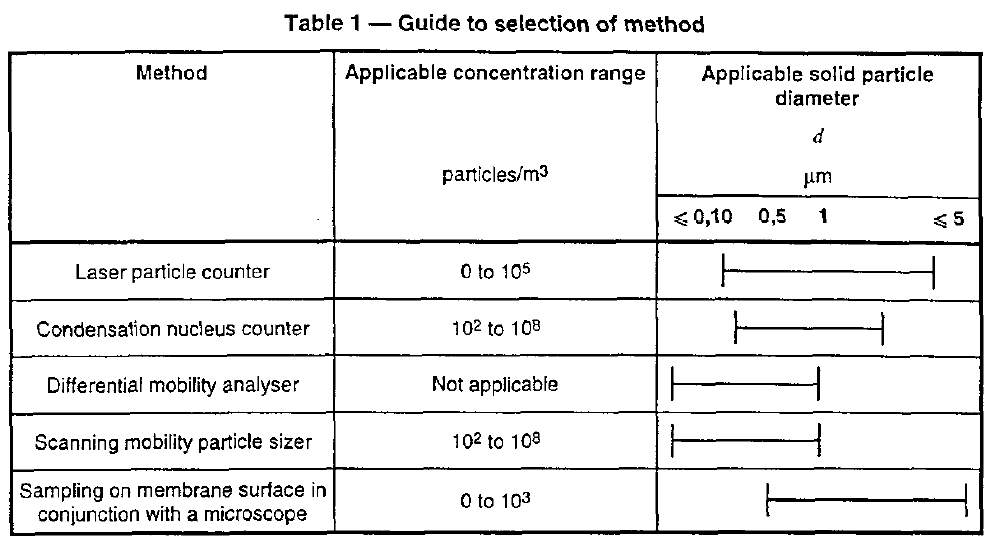
The most commonly used test method for measurement of solid particle content by counting is by using laser particle counters. The sensors can easily get connected to the compressed air system through a ball valve or quick coupler and analyse the air on a continuous base. Accuracy is influenced by the size of the laser diode and its optics in use as well as the flow rate through the instrument. The greater the air volume that can be analysed at a particular time the higher the achieved accuracy. Some laser particle counters only measure down to a particle size of 0.3µm (microns). This is not adequate for the food industry as particle sizes down to 0.1µm need to be detected in order to be able to determine the ISO 8573 classes.
All of the covered measuring methods are very accurate and ideally suited for continuous measurements to make sure that the used compressed air meets all the requirements for contact and indirect contact applications. Usually these sensors have a recommended re-calibration cycle of 12months.
About the Author
Patrick Dolz, the Managing Director of CS Instruments
Cobtact him at: https://www.cs-instruments.com/za/