Over the last several years, published guidance has been made available to industry professionals regarding recommended procedures for controlling Listeria monocytogenes in ready-to-eat (RTE) operations. Examples include the 2008 U.S. Food and Drug Administration (FDA) document on controlling Listeria in fresh and frozen RTE products,[1] FDA’s Guide to Minimize Microbial Food Safety Hazards of Fresh-Cut Fruits and Vegetables,[2] the United Fresh Guidance on Environmental Monitoring and Control of Listeria for the Fresh Produce Industry[3] and fresh-cut workshops available to the industry that address produce safety and quality.[4] Without a doubt, safeguarding our products and our consumers from exposure to Listeria in our fresh-cut RTE products is on the forefront of necessity. While there is no guarantee that these practices will “eliminate” Listeria in the fresh-cut environment, there is evidence that they will help control and greatly reduce its spread.
Many processors and fresh-cut organizations are taking some of the learnings from the meat industry, realizing that pathogens such as Listeria don’t really discriminate between meat and produce. The learnings from our food “cousins” in the meat industry regarding environmental Listeria control are very applicable to the goings-on in fresh-cut industries. Of course, the adage that “we in the fresh-cut produce industry don’t have a kill step, so it’s harder for us” is not enough of an argument to segregate the similarities between the two industries. The easiest way to explain this perceived disparity is to briefly explain the nature of Listeria and the environmental control process. In the RTE meat industry, Listeria contamination of cooked product is a sanitation and environmental control problem most often sourced to the area of processing associated directly “after” the kill step, or postlethality, which is the reason for the U.S. Department of Agriculture-published guidelines on the topic[5] and associated recalls within the meat industry.[6, 7]
What can you do now and how can you apply these findings to your situation? Where do you start and how do you know your own risks? You are not alone in your quest for knowledge in this category. Many people from around the industry have reached out with these very same questions. Below is a guidance on the fundamental steps you can pursue to assess your current environmental controls for confronting and controlling L. monocytogenes in your fresh-cut environment. While not all-inclusive, this guidance will provide a good platform for expansion and continued improvement.
Know Your Level of Vulnerability
I’ve been told by some processors that they actually refuse to test their environment because they simply don’t want to know or are afraid to know. Two recent listeriosis outbreaks and numerous recalls have demonstrated that fresh produce-handling operations can be vulnerable to Listeria entrenchment, and the greatest level of vulnerability may be “not knowing” your vulnerability. For any program to be effective, the first hurdle to overcome is the fear of “what if I find it?”
To draw from political rhetoric, it is safe to say that if you don’t identify the problem, you won’t actually be able to control it. Many processors in the food industry actually find out how vulnerable they really are when a call comes in from a regulatory agency that just found a positive result from a routine inspection of store shelves. It is without a doubt a very humbling experience and can happen to anyone regardless of how well prepared they are.
Eliminate Equipment and Facility Risks
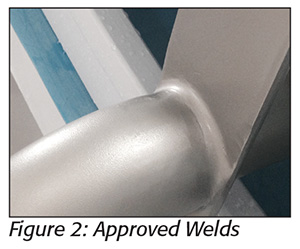
When the opportunity for facility improvements and upgrades comes along, eliminating seams and harborage points along walls and floors will go a long way in controlling and reducing niches and harborage sites that Listeria can get into and multiply (Figure 1). Many facilities are upgrading and moving to epoxy-coated, seamless walls, floors and covings to achieve an environment that helps ensure more cleanable surfaces. Equipment assessment, along with a “sanitary design program,” is an important part of environmental Listeria control. For existing equipment that may not meet sanitary design requirements, it would be best to implement a sanitary equipment upgrade program. Sanitary welds, as shown in Figure 2, are an important part of equipment design and a successful environmental program. Equipment footings have presented themselves as harborage locations for water and food particles to collect or get caught up underneath.
One way to help mitigate this type of harborage location for stationary equipment is to use an epoxy flooring material and actually seal in the feet of the equipment. Shown in Figure 3 is a picture of a stationary conveyor footing that has had an epoxy coating built up in a mound around the footing, sealing it completely to the floor. This eliminates a harborage site and location that could easily cause widespread movement of environmental Listeria. Floor drains create an additional environmental risk and are a great location in which Listeria can harbor if not managed properly. Traditionally, trench drains have been the norm for food processing facilities. Usually covered with hard-to-remove heavy grates or plastic grates that are bolted down, these allow for greater surface area and exposure to the environment.
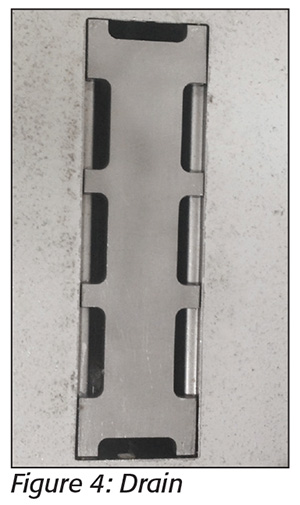
An alternative to trench drains that more modern facilities are trending to includes the use of can or box drains (Figure 4). These types of drains provide for a cleaner, and less exposed, environment for waste; however, they too need to be properly managed and cleaned. It is important for these drains to have easily removable lids, along with traps or baskets to prevent large debris from entering the drains and clogging up the subsequent lines. Proper sanitation of these types of drains includes being able to get brushes and foamers deep inside the drains and pipes to scrub and clean. Swabbing in these areas is also important to ensure that harborage points are not allowed to take hold and permit microbial growth.
Traffic Flow and Employee Practices
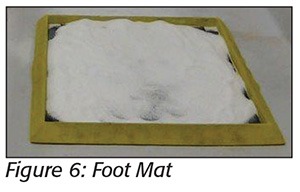
In a fresh-cut facility, it is typical to receive produce either fresh from the field, packing shed or cold storage, as the product comes into the facility with minimal handling and potentially still sporting the remnants of the soil it grew in. Since we know that L. monocytogenes is indigenous to growing environments, there is a probability that we deliver Listeria to our facilities along with the produce. Control of traffic patterns and employee practices is crucial in preventing the spread of Listeria throughout the fresh-cut facility. An example of employee traffic control is noted in Figure 5 with the blue and yellow line designating the walking route for employees who work in the non-RTE areas. Employees who wear blue smocks, as opposed to white smocks for the rest of the facility, must follow this path to their designated working site, which is further separated from the RTE areas by a wall. The use of inhibitor and/or antimicrobial treatments such as quaternary ammonia powder, alkaline peroxide or foaming devices is another addition that is used to manage and control your traffic flow and the spread of contamination from one product zone to another by foot traffic (Figure 6). Traffic flow is also managed by the use of designated forklifts and pallet jacks. It is not uncommon to limit the movement of this type of equipment to be used in designated areas (Figure 7). The number and lettering designate this particular forklift to be used outside only. Similarly, this is done with working utensils that are color-coded for use in specific areas in the facility, and for specific functions. An example would be the use of purple-coded sanitation tools that are designated for use in RTE areas and green-coded sanitation tools reserved for use in the raw or peeling area of the facility.
Best practices for employees include the wearing of smocks, gloves and disposable aprons, handwashing and sanitation practices and procedures. The reason for the use of these items is to protect the product from us, not protect us from the product! Thorough handwashing prior to start of work and before entering production areas, after eating, breaks, smoking and using the restroom should be mandatory practices. It is important to note that gloves are not a replacement for handwashing, because gloves can carry Listeria the same way hands do. When employees are in an area in which product and boxes/non-food-contact areas are handled, it is common to implement a “clean man/dirty man” process. This would call for additional personnel, in which one person is assigned to handle the product, and the other specifically handles the non-food-contact area, such as the outer box.
Validation of Cleaning and Sanitation Programs
If you use your own sanitation crew or you contract out your sanitation, it is important to be fully engaged with the management of this process. Use your resources to verify that the cleaning methods being used in your facility and on your equipment are properly validated, and the required level of cleaning is being consistently maintained. Even a clean, modern facility can become a host to Listeria entrenchment when an effective cleaning and sanitation program is not properly executed. Validation is oftentimes confused with verification. It isn’t uncommon for industry professionals to implement a preoperational ATP or other swabbing program to ensure the equipment is clean prior to start-up, only to find the pre-op swabbing program or inspection ends up being used as an extension of the sanitation department’s cleaning process. The sanitation team needs to have performed and passed its pre-op inspection prior to turning the plant over to quality assurance for an inspection. Below is a simplified example of a way to validate a cleaning process:
- Develop a well-written Sanitation Standard Operating Procedure (SSOP) or thorough instructions on how to effectively clean the equipment.
- Establish a swabbing site map of all the locations on the equipment that, if not effectively cleaned, can result in product contamination or harborage.
- Operate the equipment with product for a full and normal production run: 8–16–20 hours if that is the usual run time.
- At the end of production for the day, perform a set of ATP swabs at the locations listed on the swabbing site map.
- Allow the sanitation team to clean the equipment as directed in the SSOP for that piece of equipment.
- Once completed and prior to sanitizing, reswab the locations with the ATP swabs and determine whether the results in all areas provide results that “passed.”
The validation process may require up to 5 consecutive days of successful ATP results. After completion of the validation period, it should be acceptable for the pre-op inspection to be put on a “random” spot-check rotation. If this rotation of swabbing regularly finds less-than-passing results, corrective actions and management interactions must step in to identify the cause for the failures, document the investigation and corrective actions that have taken place and then again reverify. If the corrective actions caused a procedural change to take place, document this in the SSOP and then repeat the validation process.
Designing an Environmental Program
According to information from fresh-cut processors willing to share their environmental testing protocols, the spectrum has ranged from 5 swabs per quarter to over 1,500 swabs per quarter. A wide variation exists between the type of programs in place within the fresh-cut industry for many reasons. The United Fresh Guidance on Environmental Monitoring and Control of Listeria for the Fresh Produce Industry[3] points out that this type of program is not intended to prevent the presence of transient Listeria, which may enter and perish in a handling environment without posing a product contamination risk. Assume that Listeria will find an available niche eventually, and the goal is to detect when that happens. If you are new to designing and implementing an environmental program, a suggested path to begin is as follows:
- Write up a company plan that describes your company philosophy regarding Listeria control, explaining the steps or prerequisite programs in place currently to control the environment, such as traffic patterns, Good Manufacturing Practices, sanitation programs, etc. Determine within the program a plan to test for either L. monocytogenes or exclusively for a presumptive Listeria spp. While this can vary over industries, I have found that the more aggressive companies and their environmental programs actually test only for a presumptive Listeria spp. and act upon all presumptive findings as if the results were L. monocytogenes. This would mean that if a food-contact surface or product result tested “presumptive” during a Listeria spp. test, the product would be discarded or put through a process such as a validated cooking step. It is also an option to write into your program that you will then confirm a presumptive result to determine whether the culprit is L. monocytogenes, and whether the product can be released.
- Find an accredited laboratory that you will be using and determine not only its methodology for analyzing environmental Listeria sponge swabs but also how results will be obtained, the cost of each swab and the method used to transport the samples to the lab (via mail or courier). Partner up with your lab and make sure you are comfortable with its management team and the level of communication and service that you expect.
- Begin your attention in the RTE area of your facility or the part of the process in your facility that handles product at the point that it is packaged for consumer use. Usually, in facilities that use wash systems, this would be the processafter this point. This is typically the location in which the product is most vulnerable to Listeria harborage among equipment.
- Choose a piece of equipment in this area, such as a slicer.
• Make direct observations of the areas within and on the slicer or conveyor belt that would be considered food-contact areas or zone 1. This could include employees’ gloves and aprons, food-contact conveyor belt, slicing blade, product chute or guide, the tray or cup that the product is being placed into, etc. It is highly recommended that when testing zone 1 or finished product that all affected product be placed on hold and remain on hold until results confirm negative for L. monocytogenes.
• Identify the areas such as legs, framework, control panel covers or other incidental contact areas (zone 2). These areas are best identified as areas that are not direct food-contact surfaces but could come in contact with areas that do touch food-contact surfaces—such as an employee wearing an apron that happens to hang lower than the conveyor belt and actually touches the outer guides of the conveyor. The outer portion of the conveyor guide is not necessarily a food-contact surface, but the employee’s disposable apron (which is considered a food-contact site) touches this area occasionally. This is considered incidental contact or a zone 2 location.
• Stand back and observe: Take a look at traffic patterns, forklifts, hand trucks, air return covers, drains, pallets of packaging, etc. These items, their locations and traffic patterns constitute zone 3. They are areas and items within the finished product or RTE rooms that could harbor or bring into the environment potential Listeria contamination.
• Identify the zone 4 areas surrounding this part of the processing. These would include areas that are outside the RTE room, such as locker rooms, cafeteria, hallways, loading docks, etc.
- Compositing is not recommended until sufficient historical data are obtained that show specific areas to be free of Listeria. Sufficient time might include an entire season of data or more. Some facilities have decided that as little as 3 months of data are a good enough trend to use as data for compositing; however, this doesn’t seem to encompass enough of the previously mentioned seasonal trending that can cause significant fluctuations in data. Trending and gathering meaningful historical data take time, and will be useful tools for decision making, troubleshooting and prevention.
- Determining frequency of testing: Initially, this may be subjective but should be done often enough to provide useful data in regards to environmental control. While this is vague, if you are starting with one piece of equipment, then plan to swab it and its surrounding area once a week. If results are showing that the area is free of findings, then expand the rotation to 3 weeks, and then to monthly. Ideally, all locations and equipment identified in your environmental program would be swabbed at least once within a monthly rotation.
Responding to Positive Findings
Several responses can be considered when findings occur within the environment. These might include performing an extra-deep cleaning of the suspect area or re-swabbing with a possible follow-up requirement of 3 consecutive days to be negative before returning to traditional rotation. In some cases, it might be removing certain pieces of equipment from production until further investigation takes place. Since transient findings will occur, it is important to have a plan for how to respond to the first and second positives in the same area.
In all cases, a fully documented analysis of the situation, with an investigative report, follow-up testing, probable cause and corrective and preventive actions should be prepared. There is no specific requirement by FDA at this time regarding your corrective actions and what must be done. Aggressive steps and accountability as a response to a finding, with a sense of urgency and commitment to food safety, are recommended.
Culture Change and Commitment
This topic is one that could be discussed in its own article, seminar or training program. Culture change is the foremost underlying factor needed to take the first step in an effective environmental control program. Putting together the documents, doing the research and even performing the swabs can be done relatively easily. The actions that must take place on a daily basis include not only doing what you say you will do but also actually having a program that accomplishes the main goal of producing safe food. Roadblocks such as a potential late order, the cost of the swabs or wanting to cut into sanitation time because “we need to get production started” must not be allowed to get in the way of an effective monitoring program.
A lack of understanding of what a food safety culture is, and a reluctance to act with a sense of urgency, inhibits the ability of employees to address problems when they arise. A successful strategy for developing a strong food safety culture requires a strong commitment from upper management, financial investment and a passion for food safety. Quality-minded people must remain diligent by ensuring that preventive programs such as these become rules to live by.
About the Author
Jeanne Raede is a technical/operations professional with 25 years in the food industry. In her most recent role as vice president of operations for Gills Onions, she successfully assisted in the management rebuild and culture change of a leading produce company that had been plagued with multiple Listeria-related recalls. Jeanne is currently a food industry consultant and can be contacted at jeanneraede@me.com.
References
1. www.fda.gov/food/guidanceregulation/guidancedocumentsregulatoryinformation/ucm073110.htm#contam.
2. www.fda.gov/Food/GuidanceRegulation/GuidanceDocumentsRegulatoryInformation/ProducePlantProducts/ucm064458.htm#ch13.
3. www2.unitedfresh.org/forms/store/ProductFormPublic/search?action=1&Product_productNumber=42425.
4. postharvest.ucdavis.edu/Education/FreshCut/.
5. www.fsis.usda.gov/wps/wcm/connect/8cf5e6a1-1f52-406c-bd8b-e3608a5a3c7e/Lm_Rule_Compliance_Guidelines_May_2006.pdf?MOD=AJPERES.
6. www.cnn.com/2013/10/23/health/meat-recall/.
7. www.fsis.usda.gov/wps/portal/fsis/topics/recalls-and-public-health-alerts/recall-case-archive/archive/2014/recall-048-2014-release.
This article is reproduced with permission from Food Safety Magazine